

우수, 윤활유 바니시 제거 후 오일 교체비 50만원 절약
연구 통계에 따르면,
회전 장비 고장의 80%는 윤활유 오염으로 인해 발생하며,
현 시점에서 전반적인 오일 교환은 엄청난 자원 낭비이며,
그리고 사실상 탄소 배출이 증가합니다.
오일을 교환하더라도 윤활유 시스템의 오염 등의 문제가 해결되지 않을 수 있습니다.
시스템 노후화 추세를 새로운 오일로 해결할 수 없는 경우,
오일 성능 저하로 인한 안전운전의 위험성,
오일 열화 문제를 해결해야합니다!
Winsonda 환경 보호는 기업에서 실현할 수 있는 산업용 윤활유 오염 제어 서비스를 전문으로 합니다.
1) 새 오일 구입 비용 절감
2) 정지 손실을 줄이기 위해 오일 교환을 중단할 필요가 없습니다.
3) 장비 고장률 감소 및 생산 효율성 향상
4) 유해 폐기물 처리 및 환경 오염 비용 절감
산업용 윤활유 오염을 통제하는 Winsonda의 전형적인 사례
01
프로젝트 프로필
고객사는 중국 Fortune 500대 기업과 세계 최대 화학회사가 합작투자한 합작투자회사입니다.100kt/a 에틸렌 생산 부서의 분해 가스 압축기와 구동 증기 터빈은 일본 미츠비시중공업(Mitsubishi Heavy Industries Corporation)의 장비입니다.2020년 8월 5일 압축기 장치 가동 이후 증기 터빈 스러스트 베어링 TI31061B의 온도는 자주 변동했으며 점차 증가하고 있습니다.2020년 12월 14일 16:43TI31061B는 118℃에 도달하여 경보 값에서 불과 2℃ 차이가 났습니다.베어링 온도가 너무 높아 베어링 저온 살균 합금이 손상되어 타일이 타거나 장기간 온도 변동이 발생하고 베어링 진동이 격렬하여 베어링이 손상되고 최종적으로 장치가 손상됩니다.
02 원인 분석 및 치료 방법
2.1 증기 터빈 스러스트 베어링 TI31061B의 온도 변동 원인
현장 계기 표시 문제, 공정 변동, 증기 터빈 브러시 마모, 장비 속도 변동, 액세서리 품질 등을 제외하고 증기 터빈 스러스트 베어링 TI31061B의 온도 변동 추세를 조사 및 분석한 후 샤프트 온도 변동의 원인을 분석합니다. ((1) 압축기에 사용되는 윤활유는 광유입니다.온도가 높으면 윤활유가 산화되어 산화 생성물이 샤프트 표면에 모여 바니시를 형성합니다.(2) 윤활유를 장비에 채우면 작업 조건이 고온 고압이됩니다. , 따라서 이 과정은 산화반응의 촉진을 동반합니다.스러스트 베어링 부위의 산화 속도는 다른 부위보다 몇 배 더 높을 수 있습니다.이 공정에서 산화 생성물은 용해성 상태로 존재하며 포화되면 침전됩니다.(3) 용해성 바니시 침전으로 인해 불용성 바니시가 형성됩니다.윤활유는 고온, 고압 영역에서 용해성 바니시를 형성합니다.고온부에서 저온부로 유동하는 과정에서 온도가 낮아지면 용해도도 감소하게 되며, 윤활유로부터 바니시 입자가 석출되어 퇴적되기 시작합니다.(4) 바니시의 석출이 발생합니다.바니시 입자는 응축되어 침전물을 형성하기 시작하며 우선적으로 뜨거운 금속 표면에 침전됩니다.동시에 스러스트 베어링의 온도는 시공 초기부터 높기 때문에 이곳의 베어링 부시 온도는 급격히 상승하고 다른 베어링의 온도는 천천히 변화합니다.
2.2 증기 터빈 스러스트 베어링 TI31061B 문제 해결
(1) 스러스트 베어링 T31061B의 온도가 천천히 상승하는 것을 확인한 후 윤활유 온도를 40.5℃에서 38℃로 낮추고 윤활유 압력을 0.15MPa에서 0.176MPa로 증가시켜 샤프트 부시 온도.
(2) 증기 터빈의 저압측 부하를 늘리고, 고압측 추력을 높이고, 스러스트 베어링의 축방향 추력을 줄여 스러스트 베어링 온도 상승 추세를 늦춥니다.(그림 1 참조)
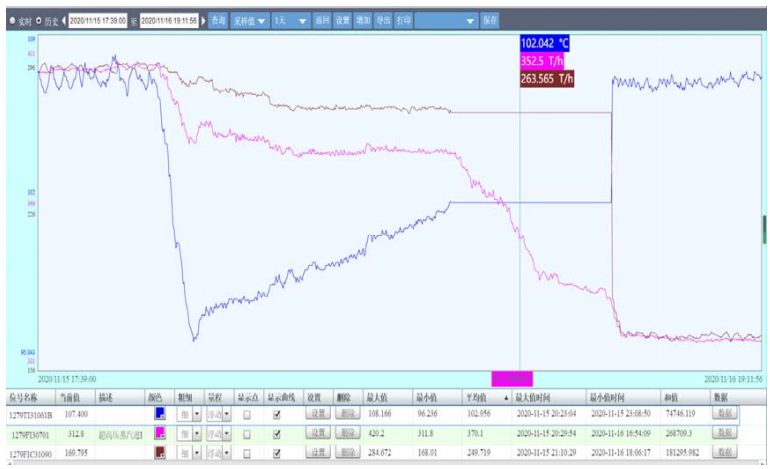
그림 1: 2020년 11월 15일 2# 분해로가 절단되어 부하가 약 50톤 감소한 279톤으로 온도 변화 곡선
(3) 2020년 11월 23일, 장치의 윤활유 생산 샘플을 테스트 및 분석을 위해 제3자에게 보냈습니다.그림 2에 표시된 결과는 MPC 값이 높다는 것을 보여 주며, 이는 오일 산화에 의해 생성된 바니시가 증기 터빈 스러스트 베어링 T31061B의 고온 원인 중 하나임을 확인할 수 있습니다.윤활유 시스템에 바니시가 있는 경우 바니시 입자에 대한 윤활유의 용해 능력이 제한되기 때문에 오일 내 바니시 입자의 용해 및 침전은 동적 균형 시스템입니다.포화 상태에 도달하면 바니시가 베어링이나 샤프트에 걸려 샤프트 온도 변동을 일으키고 안전한 작동에 주요 숨겨진 위험을 가져옵니다. 고객 조사를 통해 Kunshan Winsonda 환경 보호의 사용 효과와 좋은 시장 평판을 선택했습니다. WVD 시리즈 정전 흡착 + 수지 흡착 복합 바니시 제거 오일 정화기 생산으로 바니시를 제거합니다.

그림 2. 바니시제거유청정기 설치 후 시험분석 결과
바니시는 특정 화학적 조건과 온도에서 오일이 용해되거나 현탁 상태로 존재하는 오일 분해의 산물입니다.슬러지가 윤활유의 용해도를 초과하면 슬러지가 부품 표면에 침전되어 바니시를 형성하게 됩니다.
WVD-II 바니시 제거 오일 정화기는 정전기 흡착 정화 기술과 이온 교환 기술을 효과적으로 결합하여 증기 터빈의 정상적인 작동 과정에서 생성되는 수용성 및 불용성 오일 머드를 효과적으로 제거하고 방지하여 바니시가 생산.
WVD-II의 목표는 바니시 형성 요인을 제거하는 것입니다.이 기술은 단시간에 오일 머드의 함량을 최소화할 수 있으며, 다량의 오일 머드/바니시를 포함하는 윤활 시스템을 만들어 며칠 내에 최적의 작동 상태를 복원함으로써 오일 머드의 느린 상승 문제를 완전히 해결할 수 있습니다. 바니시로 인한 스러스트 베어링 온도.

그림 3: 고객 현장의 WVD-II 바니시 제거 오일 정화기 사진
2.3 WVD-II광택 정유기 광택효과
WVD-II 바니시 제거 오일 정화기는 2020년 12월 14일에 설치되어 작동되었으며, 2020년 12월 19일까지 터빈 스러스트 베어링 TI31061B의 온도가 약 95℃까지 떨어졌습니다(그림 4 참조).
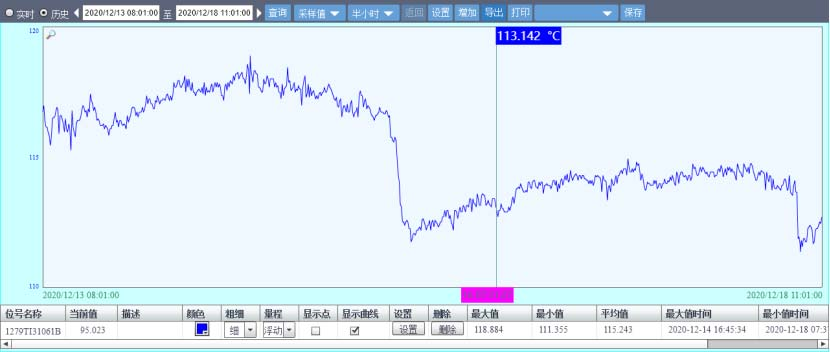
그림 4: 증기 터빈 스러스트 베어링 TI31061B의 온도 추세
한 달 이상의 오일 정화 기계 작동 후 장치의 윤활유 품질이 크게 향상되었습니다.샘플링 검출 및 분석을 통해 오일의 바니시 경향 지수는 10.2에서 4.2로 감소하고, 오염도는 > 12에서 레벨 5로 감소합니다. 윤활유에는 첨가제의 손실이 없습니다(그림 5 참조).

그림 5: WVD-II 설치 후 탐지 및 분석 결과
03 WVD-II바니시 제거 오일 청정기고객이 경제적 이익을 얻을 수 있도록 돕기 위해
WVD-II 바니시 제거 오일 정화기 설치 및 가동 후, 고객사에서 발생한 증기 터빈 스러스트 베어링 TI31061B의 온도 문제가 완전히 해결되었으며, 크래킹 가스 압축기 장치의 정지로 인한 막대한 손실이 발생했습니다. 피하다(가스 수축 장치를 깨뜨려서 최소 3일 동안 시작하고 중지하면 최소 400만 달러의 손실이 발생함)인민폐;증기 터빈의 스러스트 베어링을 하루 동안 교체하면 100만 달러의 손실이 발생합니다.인민폐), 회전 및 밀봉부품으로 인한 예비부품의 손실(500만~800만개 사이)인민폐).장치에는 160배럴의 석유가 채워졌고 석유 제품은 석유 기준에 도달하여 500,000RMB의 석유 교체 비용을 절감했습니다.
고객께서는 바니시 제거 효과와 오일 인디케이터 개선에 매우 만족하셨습니다.고객의 에틸렌 3 기계에는 모두 Winsonda 바니시 제거 오일 정화기가 장착되어 있습니다.
게시 시간: 2023년 5월 23일